¿Las cortadoras de azulejos láser garantizan una precisión de borde perfecta?
La tecnología de fabricación de losetas ha avanzado rápidamente en los últimos años y la Fábrica de cortadoras de azulejos láser El concepto se ha asociado con los sistemas de mecanizado de precisión utilizados para el procesamiento de porcelana, cerámica y piedra. La guía láser y el corte automatizado han mejorado la consistencia, pero la precisión de los bordes aún depende de múltiples factores mecánicos y materiales, en lugar de solo del sistema láser.
El interés en el corte por láser a menudo surge de las expectativas de una geometría impecable y cero trabajo de posprocesamiento. La realidad muestra que el rendimiento varía según la rigidez de la máquina, la composición de las losetas, el sistema de cuchillas y el comportamiento térmico durante el corte.
La guía láser mejora la visibilidad, no la fuerza de corte
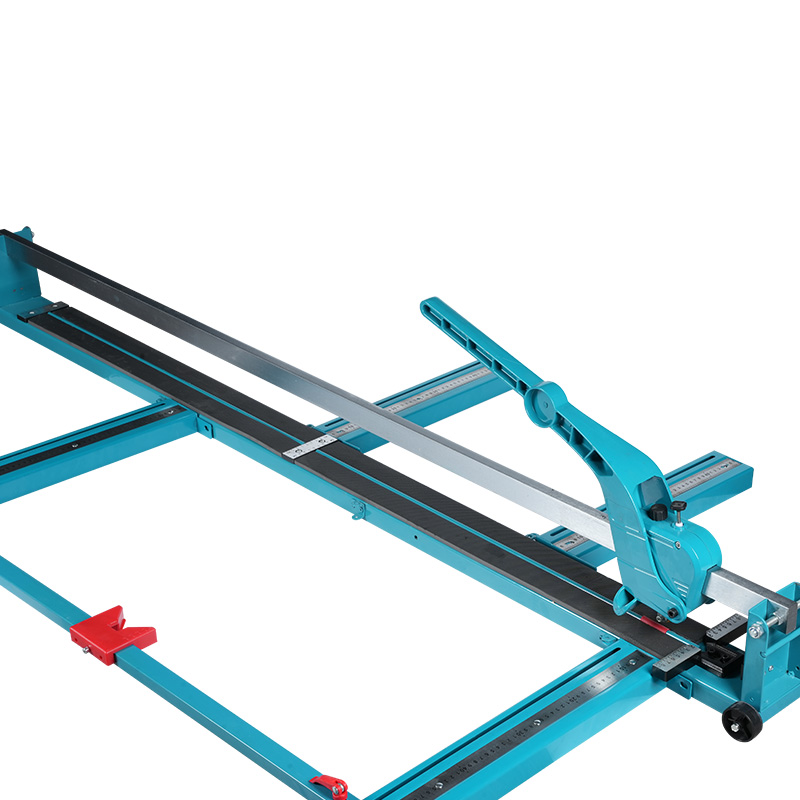
Los sistemas láser en las cortadoras de azulejos sirven principalmente como referencia de alineación más que como componentes de corte. El haz proyecta una línea guía visible para que los operadores puedan seguir el camino previsto, reduciendo la desviación durante el movimiento manual o semiautomático.
En las pruebas prácticas de sistemas de corte de baldosas, la alineación láser está relacionada con un mejor control de la línea recta, pero no influye directamente en el comportamiento de fractura del material ni en la calidad de los bordes.
Puntos clave para llevar:
El rayo láser actúa únicamente como guía posicional.
El resultado del corte aún depende de la interacción de la hoja con el material
La estabilidad de la alimentación del operador sigue siendo una variable importante
El acabado real del borde se forma durante la separación mecánica, no durante la alineación visual.
Incluso los sistemas de alta precisión no pueden compensar una presión de alimentación inestable o un soporte de baldosas inconsistente.
La precisión de los bordes depende en gran medida de la rigidez estructural
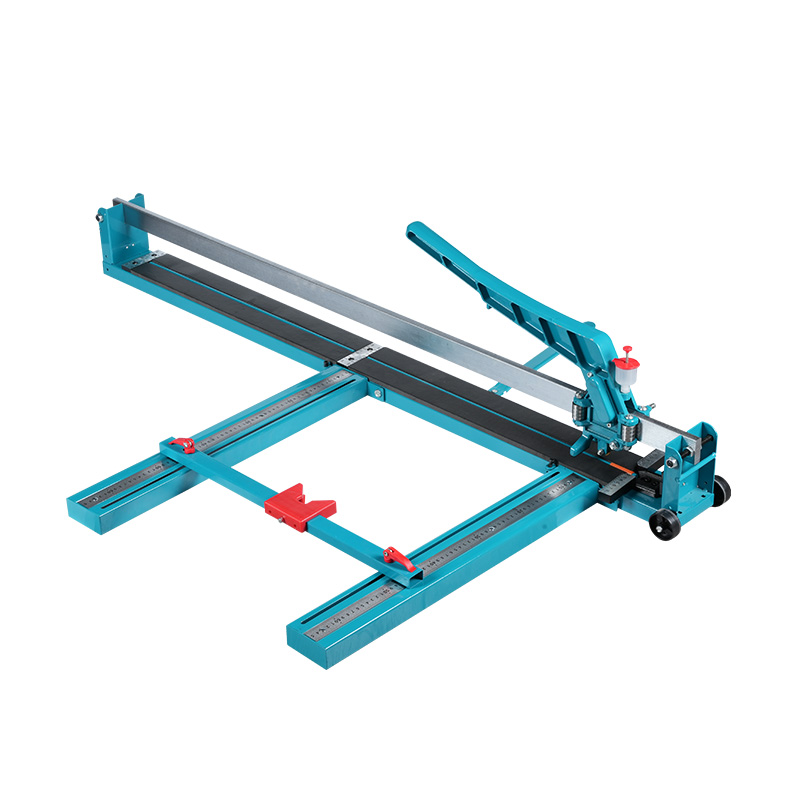
El diseño del bastidor de la máquina juega un papel más importante en la calidad de los bordes que el propio módulo láser. Los cortadores tipo puente y los sistemas guiados por rieles se usan típicamente para losas de porcelana grandes porque reducen la vibración durante el movimiento.
Factores estructurales comunes que afectan la calidad del borde:
Rectitud del carril en largas distancias de corte
Rigidez del marco bajo presión de carga.
Alineación de rodamientos en conjuntos deslizantes.
Deflexión durante pasadas repetidas
Los estudios sobre las tolerancias de corte de losetas muestran que una pequeña flexión estructural puede acumularse y generar una desviación notable del borde, especialmente en losetas de formato largo donde la desviación menor se amplifica visualmente.
Una desviación de incluso 0,3 mm sobre una longitud de baldosa de 1200 mm puede producir una desalineación visible de las juntas durante la instalación.
La densidad del material crea un comportamiento de fractura impredecible
Los sistemas guiados por láser todavía dependen de discos de diamante o rayadores mecánicos. Los gres porcelánico, especialmente las versiones de alta densidad, no se separan uniformemente bajo tensión.
Los patrones de comportamiento observados incluyen:
Microdesprendimiento a lo largo de los bordes del esmalte
Ligera curvatura en los puntos de salida de la hoja.
Rotura de esquina en baldosas vitrificadas densas
Variación entre lotes de baldosas de una misma línea de producción
La investigación sobre fallas en el corte de baldosas muestra que la falta de coincidencia de las hojas, la inconsistencia del avance y la dureza del material contribuyen a las irregularidades de los bordes.
Incluso con una trayectoria láser visible, las líneas de fractura pueden desviarse ligeramente dependiendo de la distribución de tensiones internas dentro del cuerpo de la loseta.
La precisión del láser está influenciada por la calibración de la configuración.
La calibración de fábrica determina qué tan cerca coincide la línea láser con la trayectoria real de la hoja. La desalineación entre la guía óptica y el disco de corte es un problema frecuente en máquinas de gama media.
Desviaciones comunes relacionadas con la calibración:
Desplazamiento del láser respecto de la trayectoria de corte real
Ligera discrepancia angular en el soporte de montaje
Deriva tras vibración o transporte
Visibilidad inconsistente bajo polvo o agua pulverizada.
Los informes de usuarios de equipos de campo muestran que las guías láser mal calibradas pueden inducir a error a los operadores a confiar en una línea de referencia inexacta, lo que resulta en cortes paralelos pero incorrectos. .
El método de corte afecta el resultado final del borde más que la presencia del láser
Diferentes técnicas operativas producen diferentes niveles de suavidad de los bordes, incluso en máquinas idénticas.
Enfoques de corte típicos:
Puntuación de una sola pasada para cerámicas más blandas
Corte superficial de varias pasadas para porcelana densa
Corte asistido por agua para reducir el calor
Movimiento de alimentación controlado con aumentos de profundidad por etapas.
El corte de varias pasadas a menudo produce bordes más limpios porque reduce la tensión instantánea en el cuerpo de la losa. La guía láser sólo garantiza la dirección, no la calidad de cada pasada.
Limitaciones prácticas observadas en trabajos de instalación reales.
En las obras, las cortadoras de azulejos láser se utilizan a menudo en condiciones que reducen la precisión teórica:
Acumulación de polvo en raíles y ópticas.
Vibración de superficies de suelo irregulares.
El spray de refrigeración por agua interfiere con la visibilidad del láser
Fatiga del operador durante ciclos de corte repetitivos
Los comentarios de instaladores profesionales muestran que incluso los sistemas de alta gama pueden producir ligeras inconsistencias en los bordes de las losas de gres porcelánico de gran tamaño, especialmente cuando se manipulan baldosas finas rectificadas o superficies con efecto piedra.
Realidad manufacturera dentro de las fábricas de cortadoras láser de azulejos
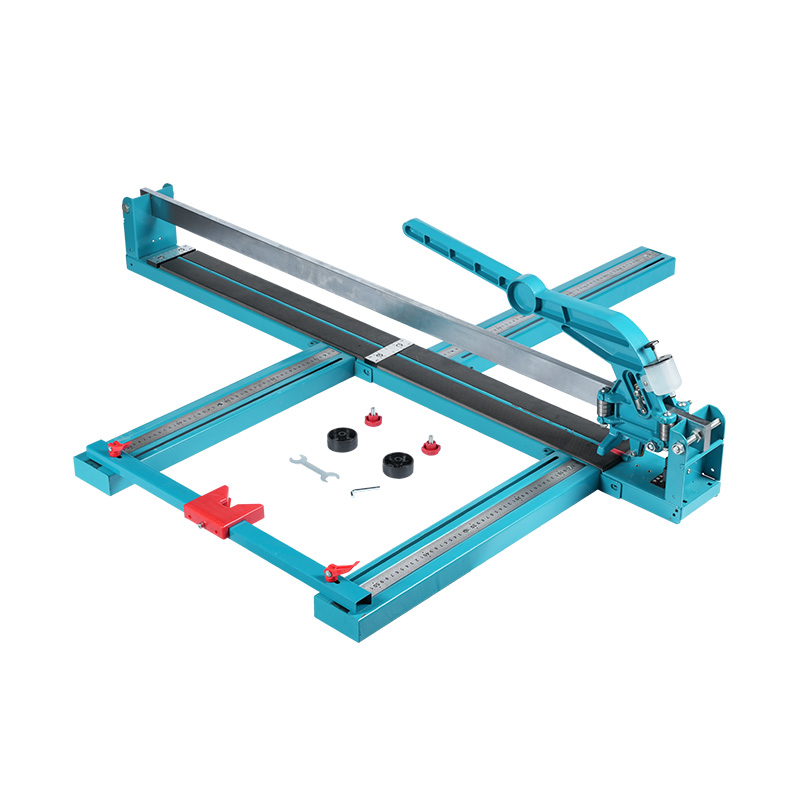
Las instalaciones de producción se centran en combinar sistemas de guiado láser con componentes mecánicos de precisión como:
Guías lineales de doble carril
Motores sin escobillas de alto par
Cabezales de corte de diamante refrigerados por agua
Marcos de aluminio o acero reforzados.
Sin embargo, la calibración de fábrica tiene como objetivo la coherencia del sistema en lugar de la perfección absoluta, porque la variabilidad del material de las losas permanece fuera del control de la máquina.
La integración del láser mejora la repetibilidad entre lotes, pero no puede eliminar la variación natural en la densidad de la cerámica o la dureza del esmalte.
La guía láser mejora el control del corte y mejora la confianza del operador, pero la precisión del borde aún depende de la estabilidad mecánica y la respuesta del material. La producción de una fábrica de cortadora láser de azulejos se entiende mejor como un sistema que equilibra la tecnología de guía con la dinámica de corte físico, en lugar de una herramienta que garantiza bordes impecables en todas las condiciones.
 English
English русский
русский Español
Español italiano
italiano